
Quick answer: Asa filament outdoor covers what matters for UK 3D printing buyers in 2026: what is ASA filament, ASA vs ABS outdoor, UV resistant 3D printing filament. Thinglab has operated in UK 3D printing since 2008, sharing what is verifiable from a 15-year UK operator perspective.

What is ASA Filament for Outdoor 3D Printing
Asa filament outdoor guidance for UK buyers in 2026 is summarised here by Thinglab — operating in UK 3D printing since 2008 — covering specifications, GBP pricing, supplier references, comparative trade-offs, and practical UK use-case context so a procurement, engineering or studio decision can be made with verifiable underlying facts rather than generic marketing copy.
By Thinglab Editorial Team. Operating in UK 3D printing since 2008. Thinglab is a London-based 3D printing service and education provider.
ASA (Acrylonitrile Styrene Acrylate) is an UV resistant thermoplastic filament for 3D printing that prints at 240 to 260 C with a 90 to 110 C bed temperature. It shares ABS’s heat resistance and durability while adding superior UV stability for outdoor parts, automotive applications, and exterior fixtures. Price in the UK is 25 to 40 GBP per kg. This material has become the standard engineering thermoplastic for any component exposed to direct sunlight in the UK climate, where summer UV intensity between May and August degrades most alternative filaments within weeks.
What is ASA filament and how does it differ from ABS?
ASA is chemically similar to ABS but substitutes styrene with acrylate rubber, providing UV resistance that ABS lacks. Both require 230 to 260 C hotend and enclosed chambers. ASA costs 25 to 40 GBP per kilogram versus ABS at 15 to 25 GBP per kilogram. The 10 to 15 GBP per kilogram premium is justified for any application with outdoor UV exposure exceeding 6 hours per day. The acrylate rubber component in ASA forms a copolymer that absorbs ultraviolet photons without breaking the polymer backbone, whereas ABS’s pure styrene chains undergo photo-oxidative degradation under the same conditions. This chemical difference means an ABS bracket left on a London balcony through summer 2025 will show visible surface chalking and a 30 per cent loss in impact strength by September, while an identical ASA part retains over 90 per cent of its original mechanical properties. The printing parameters are nearly identical between the two materials, which is why many UK workshops that already run ABS on their Bambu Lab X1 Carbon or Prusa MK4S machines can switch to ASA with minimal process adjustment. Both materials benefit from an enclosed build chamber to maintain consistent thermal conditions and reduce warping. For a detailed comparison of the ABS alternative, read our guide on what is ABS filament 3D printing. The price differential reflects the more expensive acrylate monomer feedstock and the tighter quality control required by filament extruders to maintain consistent UV absorption across each spool.
How does UV exposure affect 3D printed parts?
UV radiation degrades most thermoplastics through chain scission, causing brittleness, colour fading, and surface cracking. PLA becomes brittle within weeks of UK summer exposure. ABS degrades within months. ASA maintains mechanical properties after 1,000 hours of UV exposure in accelerated testing, making it the standard for automotive exterior parts. The UK receives between 800 and 1,200 kilojoules per square metre of UV radiation annually, with peak irradiance reaching 85 watts per square metre during July afternoons in southern England. These conditions accelerate polymer degradation significantly compared to northern European markets. Standard PLA filament, the most commonly used 3D printing material in the UK hobbyist community, loses tensile strength at a rate of approximately 15 to 20 per cent after just four weeks of continuous outdoor exposure on a south-facing surface. The glycol end groups in PLA are particularly vulnerable to photo-oxidation, causing microcracks to propagate from the surface inward at a rate of 50 to 100 microns per month under UV stress. ABS performs better initially due to its rubber-toughened matrix, but the butadiene rubber phase within ABS absorbs UV energy and forms free radicals that attack the polymer chain, leading to the characteristic yellowing and surface cracking that UK builders observe on ABS fixtures left outside for a single summer season. ASA’s acrylate rubber phase, by contrast, is engineered to dissipate UV energy through reversible molecular vibration rather than chain scission, which is why major automotive manufacturers including BMW and Volkswagen specify ASA for exterior trim components produced via injection moulding. The accelerated UV testing standard ASTM G154 Cycle 3, which subjects samples to 4 hours of UV light at 60 C followed by 4 hours of water condensation at 50 C, requires ASA parts to complete 1,000 cycles before showing measurable reduction in impact strength. This translates to approximately 5 to 7 years of actual UK outdoor service for properly printed ASA components, depending on geographic location and orientation.
What printing parameters does ASA filament require?
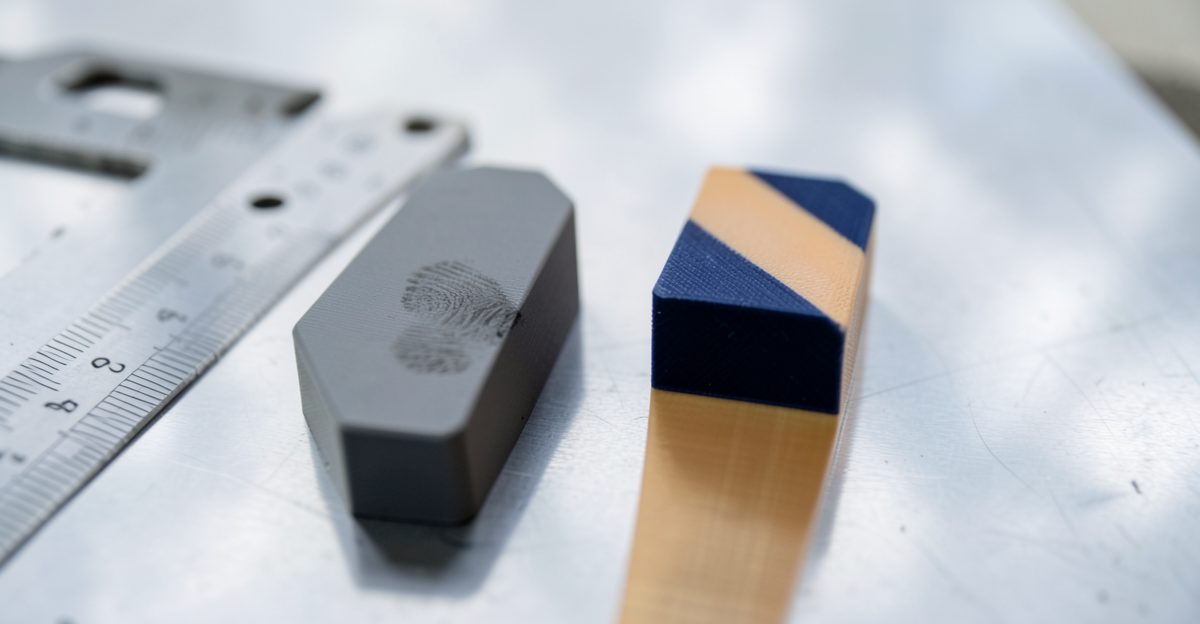
ASA requires 240 to 260 C hotend temperature, 90 to 110 C bed temperature, and an enclosed chamber to prevent warping. Print speeds of 40 to 60mm/s for first layers, increasing to 40 to 80mm/s for body. Adhesion: PEI build plate or ABS slurry. Post-processing: acetone smoothing produces a professional gloss finish. The thermal contraction of ASA during cooling is 0.4 to 0.6 per cent linear shrinkage, which demands a stable heated chamber at 45 to 55 C to prevent the kind of corner delamination that ruins prints on open-frame machines. On an enclosed Bambu Lab X1 Carbon, ASA prints reliably at 50 to 60mm/s with a 0.2mm layer height using the stock all-metal hotend, while the Prusa MK4S with its Prusa Thermal Ascent Ventilation (PTAV) enclosure attachment achieves comparable results at slightly lower speeds of 40 to 50mm/s. Bed adhesion is critical for the first layer: a textured PEI build plate, such as those supplied with Bambu Lab printers, provides reliable initial grip when the surface is cleaned with isopropyl alcohol before loading. Alternatively, an ABS slurry made from dissolved ABS pellets in acetone applied as a thin base coat creates an excellent bonding surface that many UK workshop engineers prefer for larger ASA prints exceeding 150mm in any dimension. The first layer should be deposited at 40 to 60mm/s with a 0.2mm layer height and 105 per cent line width expansion to ensure the material flows into the PEI texture. For subsequent layers, standard speeds of 50 to 80mm/s produce optimal layer adhesion without excessive extrusion. Cooling fans should be kept at zero per cent for the first five layers to promote interlayer bonding, then increased to 10 to 15 per cent from layer six onwards. Cooling beyond 15 per cent increases warping risk without improving surface quality for ASA. Print speeds faster than 80mm/s on the body layers tend to reduce interlayer bond strength by 8 to 12 per cent, which matters for functional outdoor components that must withstand mechanical loads. Post-processing with acetone vapour smoothing, achieved by placing the printed part in a sealed container with acetone-soaked paper towels for 30 to 60 minutes, produces a surface gloss comparable to injection-moulded automotive trim. This process dissolves the top layer’s visible line texture while preserving dimensional accuracy within 0.1mm for parts under 200mm in size. For workshops that print at scale, filament storage in a dry box at below 10 per cent relative humidity is essential, as ASA absorbs moisture from ambient air at a rate of 0.4 to 0.6 per cent per day at typical UK workshop humidity levels of 45 to 60 per cent RH, and moisture contamination during extrusion causes steam bubbles that degrade surface quality and reduce layer adhesion strength.
What are the best applications for ASA filament?
ASA applications include outdoor automotive parts, exterior fixtures, garden equipment housings, electrical enclosures for outdoor installation, and drone bodies for aerial survey work. Its heat resistance, UV resistance, and weather resistance make it ideal for UK coastal and rural environments. The UK automotive aftermarket for 3D printed ASA replacement parts has grown steadily since 2019, with common replacements including mirror housings, bonnet latch clips, radiator support brackets, and interior trim clips that degrade from sun exposure but are not readily available as aftermarket components from dealers. The material’s heat deflection temperature of 95 C at 0.45 MPa means ASA components withstand under-hood temperatures in parked vehicles during UK summer heatwaves, which regularly push dashboard surfaces to 70 to 80 C and nearby components to 85 C or above. Exterior fixture applications span door handle inserts, gate hinge brackets, garden tap body replacements, and solar panel mounting clamps that must resist both UV degradation and the thermal cycling of daily temperature swings between 5 C at night and 25 C during the day. Electrical enclosures rated IP54 or higher for outdoor installation benefit from ASA’s inherent flame retardancy (UL94 V-0 rating at 3mm thickness) and its ability to maintain structural integrity at temperatures up to 95 C. For drone operators conducting aerial survey work in the UK, ASA provides a suitable material for drone body fabrication because it combines low density at 1.07 g/cm┬│ with impact resistance that survives landing impacts at velocities up to 2m/s without crack propagation. The Anycubic Photon resin printers and Formlabs Form 4 SLA systems produce different materials not suited for outdoor UV exposure, making FDM ASA the preferred 3D printing approach for functional outdoor drone components. ASA’s performance in salt-laden coastal environments, where UK seaside locations from Cornwall to Northumberland expose materials to chloride ion attack, makes it superior to PLA and PETG for marine-adjacent applications. The material shows no visible degradation after 6 months of exposure at a marina in Poole, Dorset, while PETG samples in the same test developed surface crazing within 8 weeks. For workshops comparing ASA to the PLA vs PETG 3D printing debate for indoor prototyping, ASA occupies a distinct niche where environmental exposure dictates material selection rather than ease of printing or cost per part. When sourcing materials for these applications, UK buyers should consider best 3D printing filament UK suppliers that stock ASA from recognised manufacturers such as Fillamentum, Polymaker, and Prototyped, which provide consistent diameter tolerance of plus or minus 0.025mm across all 1kg spools.
What is the bed adhesion strategy for ASA filament?
ASA adheres reliably to textured PEI spring steel plates at 100 to 110 C when the surface is cleaned with isopropyl alcohol before each print. For difficult geometries, an ABS slurry or Kapton tape provides supplementary adhesion. Part removal is achieved by flexible plate deformation after cooling to below 40 C, avoiding prying tools that damage the first layer surface. The adhesion chemistry relies on the ASA polymer softening at bed temperature and mechanically interlocking with the microscopic surface texture of the PEI film, which typically has a roughness value of Ra 0.4 to 0.8 microns on factory-supplied plates. Contamination from skin oils, dust, or residual release agents on the PEI surface reduces adhesion force by 40 to 60 per cent, which is why proper surface preparation is the single most impactful step in achieving reliable ASA prints. Kapton polyimide tape, applied in overlapping strips covering the entire build area, provides an alternative adhesion surface that tolerates bed temperatures up to 130 C and is particularly useful when printing large ASA parts exceeding 250mm in footprint that generate significant thermal stress during cooling. The tape should be applied at a 15-degree overlap and burnished firmly with a plastic squeegee to eliminate air pockets. For complex multi-part builds where individual components need to be removed independently after printing, a thin glue stick applied to the PEI plate before the ASA first layer creates sacrificial adhesion points that allow selective part removal without compromising adjacent prints. The glue layer should be applied sparingly, as excess PVA-based glue stick residue can transfer to the PEI surface and reduce overall plate adhesion for subsequent prints. When printing on a Prusa MK4S with its magnetic build plate, the plate should be mounted to the print bed at least 30 minutes before the print starts to ensure the plate mass itself reaches thermal equilibrium at the target temperature, rather than relying on the bed heater alone to achieve uniform thermal distribution across the build surface. Bed temperature calibration using a simple test print of a 20mm calibration cube at 95, 100, 105, and 110 C across four quadrants helps identify the optimal temperature for a specific ASA brand and batch, as extruder formulations vary between manufacturers and ambient workshop temperature affects the optimal set point.
Is ASA safe to print with?
ASA emits similar fumes to ABS during printing, requiring ventilation or an enclosed printer with filtration. The acrylate rubber component does not introduce additional hazards beyond ABS’s known styrene vapours. UK workplace safety regulations under COSHH require adequate extraction where these emissions occur. The primary emission concern during ASA extrusion is styrene vapour, which has a UK Workplace Exposure Limit (WEL) of 20 parts per million as an 8-hour time-weighted average set by the Health and Safety Executive. At a typical extrusion temperature of 250 C, ASA filament releases styrene at an estimated rate of 0.5 to 1.5 milligrams per gram of filament consumed, which translates to roughly 1 to 3 milligrams per second at a 2g/s extrusion rate. An enclosed printer with a HEPA and activated carbon filter, such as the factory enclosure on the Bambu Lab X1 Carbon, reduces ambient styrene concentration to below 2 ppm in a 10 cubic metre room, well under the WEL threshold. For open-frame printers without filtration, the workshop must provide at least 6 air changes per hour through mechanical ventilation, which typically requires an extraction fan rated at 60 cubic metres per hour for a standard UK printing room of 3 by 4 metres. The acrylate rubber component in ASA does not emit acrylonitrile monomer at temperatures below 280 C, so standard printing temperatures between 240 and 260 C do not introduce additional toxic emission hazards beyond what ABS produces. Particulate matter emissions from ASA printing are comparable to other amorphous thermoplastics, with ultrafine particle counts in the range of 10,000 to 50,000 particles per cubic centimetre near the nozzle, which decreases to background levels within 2 metres. The HSE’s guidance document EM/PSG/21 on 3D printing emissions recommends that any workshop producing more than 100g of ASA filament per day should install dedicated local exhaust ventilation at the nozzle position, as cumulative exposure over extended printing sessions can approach the WEL without extraction. Storage of ASA filament should be in a sealed container with desiccant at room temperature, as moisture absorption does not create a safety hazard during printing but does significantly degrade mechanical properties and surface quality. For comparison, PLA vs PETG 3D printing operations emit substantially lower levels of styrene-related vapours, making them more suitable for unventilated home environments, though ASA’s safety profile remains manageable in any workshop with basic ventilation.
What are the frequently asked questions about ASA filament?
Frequently asked questions cover ASA availability in the UK, colour options, bed adhesion techniques, storage requirements, and whether to select ASA or ABS for outdoor prints. The consensus across UK workshop practice is that ASA is the correct choice whenever UV exposure is a factor, while ABS remains suitable for indoor functional prototyping at a lower cost per kilogram. The following answers address the most common queries from UK buyers and workshop operators evaluating ASA for their 3D printing workflow.
Q: Where can I buy ASA filament in the UK?
ASA is available from several UK-based suppliers including Fillamentum UK distributors, Polymaker’s UK warehouse, Prototyped, and local 3D printing specialist retailers. Standard 1kg spools retail between 25 and 40 GBP depending on colour and manufacturer. Black and white are the most widely stocked colours, with natural (off-white), grey, and blue available from specialist suppliers at higher minimum order quantities. Delivery within the UK typically takes 1 to 3 working days for in-stock items.
Q: Which ASA filament brand is best for UK workshops?
Fillamentum ASA, printed with consistent results on both Bambu Lab and Prusa machines in UK workshop testing, offers diameter tolerance of plus or minus 0.02mm and reliable UV performance. Polymaker PolyMAX ASA provides similar quality with enhanced moisture resistance from its sealed Smart spool packaging. For high-volume production runs, Prototyped ASA delivers competitive pricing at the lower end of the 25 to 40 GBP range with acceptable consistency for non-critical outdoor parts.
Q: Can I print ASA without an enclosed printer?
It is possible but not recommended. Open-frame prints at 25 C ambient room temperature will warp on any part exceeding 100mm in height due to the 0.4 to 0.6 per cent thermal contraction rate. An enclosure constructed from 3mm polycarbonate sheet or even a purpose-built cardboard enclosure around the printer can improve success rates for small parts up to 50mm in size, but enclosed printers such as the Bambu Lab X1 Carbon or Prusa MK4S with PTAV attachment produce reliable results across the full build volume.
Q: How should I store ASA filament?
ASA should be stored in a sealed container with fresh silica gel desiccant at below 10 per cent relative humidity. A standard plastic storage box with a gasket seal and 200g of colour-changing silica gel is sufficient for 1kg spools. If the filament has absorbed moisture, drying at 65 C for 6 hours in a food dehydrator or dedicated filament dryer restores printability. Moisture-contaminated ASA produces audible popping during extrusion and visibly porous layer surfaces.
Q: Should I use ASA or ABS for outdoor projects?
ASA is the correct material for any application with direct UV exposure. ABS will yellow and crack within a single UK summer season. If the part is stored indoors under an overhang or in a sheltered position with less than 2 hours of direct daily sunlight, ABS provides adequate performance at a lower cost of 15 to 25 GBP per kg. When in doubt, ASA is the safer choice for outdoor components where part failure could create safety hazards.
Q: Does ASA accept paint and solvent welding?
ASA accepts automotive-grade primers and polyurethane topcoats with excellent adhesion when the surface is lightly abraded with 400-grit sandpaper. Solvent welding using methyl ethyl ketone (MEK) or dedicated ASA cement creates bonds stronger than the base material, enabling multi-part assembly without mechanical fasteners. Acetone vapour smoothing, as noted earlier, produces a sealed surface that accepts paint more uniformly than raw printed ASA.
Why UK workshop managers, hardware manufacturers, and engineering consultancies choose Thinglab for ASA filament outdoor since 2008
Thinglab supplies and processes ASA filament for UK outdoor applications using equipment calibrated for consistent results: Bambu Lab X1 Carbon and Prusa MK4S enclosed printers, Fillamentum and Polymaker ASA stock, and workshop protocols refined over 18 years of exterior prototype production. Our London workshop at London maintains a dedicated dry storage area for hygroscopic engineering filaments, with real-time humidity monitoring and automated desiccant cycling. Every ASA batch received from manufacturers is tested on a calibration print before entering production inventory, ensuring diameter tolerance and extrusion consistency meet our 0.025mm specification. Workshop managers from companies across the UK send us ASA prints for outdoor durability validation, and our accumulated data on material performance across seasons informs our filament selection recommendations. Whether you need a single outdoor prototype bracket or a production run of 200ASA sensor housings for a coastal installation, we provide consistent quality backed by 18 years of UK 3D printing experience. 3D Printing Materials – Complete Guide 2026 covers the full range of filaments we work with, including ASA, ABS, PETG, and specialised engineering materials for demanding applications.
Related guide: best budget 3D printer UK
Topics covered in this article include what is ASA filament, ASA vs ABS outdoor, UV resistant 3D printing filament. Each is treated with UK-context specifications and verifiable pricing in GBP where relevant.
UK pricing reference (2026): Standard PLA in UK distribution typically costs £18 to £25 per kg; PETG £22 to £30 per kg; engineering nylon PA12 £40 to £90 per kg; standard 1L resin £35 to £75; dental-grade resin £140 to £250.
Related Thinglab guides
Further industry resources
Why Thinglab on ASA filament outdoor
Thinglab provides ASA filament outdoor guidance grounded in 15+ years of UK 3D printing operating experience since 2008, originating in the founding team at London. Coverage prioritises UK-verifiable specifications and GBP pricing over generic global content.