
Quick answer: Nylon 3d printing material covers what matters for UK 3D printing buyers in 2026: what is PA12 powder, SLS nylon properties, nylon 3D printing vs FDM. Thinglab has operated in UK 3D printing since 2008, sharing what is verifiable from a 15-year UK operator perspective.
Operating in UK 3D printing since 2008 | London
Nylon PA12 Powder 3D Printing Material
Nylon 3d printing material guidance for UK buyers in 2026 is summarised here by Thinglab — operating in UK 3D printing since 2008 — covering specifications, GBP pricing, supplier references, comparative trade-offs, and practical UK use-case context so a procurement, engineering or studio decision can be made with verifiable underlying facts rather than generic marketing copy.
By Thinglab Editorial Team. Operating in UK 3D printing since 2008.
Nylon PA12 powder is the standard material for Selective Laser Sintering (SLS) 3D printing, producing strong, flexible, functional parts without support structures. It is available via UK bureau services with 2 to 5 day lead times and a slightly grainy matte surface finish. PA12 is chemical resistant, wear resistant, and suitable for engineering prototypes and end-use parts.
This guide covers the mechanical properties, process advantages, real-world applications, and UK bureau pricing for SLS nylon PA12 3D printing. For context on other thermoplastics used in additive manufacturing, see the 3D Printing Materials – Complete Guide 2026.
What is nylon PA12 powder for 3D printing?
Nylon PA12 (Polyamide 12) is a white crystalline thermoplastic powder used in SLS 3D printing. A CO2 laser sinters the powder particles together at approximately 180 C, fusing them into solid parts. Un-sintered powder surrounds and supports overhangs during printing, eliminating the need for support structures. PA12 is the most widely used SLS material globally.
PA12 powder consists of spherical beads with a typical particle size range of 45 to 90 microns. Suppliers such as Arkema (Rilsan PA12) and Evonik (Vestamid PA12) produce the raw polymer powder, which 3D printing bureaus feed into systems like the EOS P396, Desktop Metals SFF3200, or Stratasys Fortus line. The laser scans each layer according to the CAD data, sintering the powder to just below its melting point of 178 C. This controlled thermal profile prevents warping, which is a common problem with faster-cooling polymers like ABS.
The building platform descends by one layer thickness, typically 100 to 150 microns, after each laser pass. A recoating blade spreads fresh powder across the surface, and the cycle repeats for the entire build. A full production job with the EOS P396 can reach build volumes of 338 x 338 x 600 mm and run for 30 to 60 hours depending on part complexity. The built parts cool inside the powder bed to around 60 C before removal, which prevents thermal shock and distorsion. This in-bed cooling phase can account for up to half the total cycle time on a large build.
For a broader comparison with other additive processes, see the Types of 3D printing technology overview on Thinglab.
What are the mechanical properties of SLS nylon parts?
SLS nylon PA12 delivers tensile strength of approximately 48 MPa, elongation at break of 20 to 200% depending on formulation, and excellent chemical resistance to oils, greases, and common solvents. Parts are slightly flexible, making them unsuitable for rigid structural applications but ideal for hinges, living hinges, snap-fit assemblies, and mechanical components.
The flexural modulus of standard PA12 SLS parts sits at around 1,600 MPa. Compressive strength reaches 43 MPa, and impact strength measured by Izod notched impact testing is typically 5 to 7 kJ/m2. These values vary between virgin and recycled powder blends, as the thermal history of re-used powder affects molecular weight distribution. EOS recommends a maximum virgin-to-recycled ratio of 30:70 for consistent mechanical properties on the P396 system.
Density of printed PA12 parts is approximately 0.95 g/cm3, giving it a weight advantage over metals and many injection-moulded plastics. Water absorption is around 2.5% at equilibrium (ISO 62), which means parts will swell slightly in humid environments. This dimensional shift of 1 to 2% should be factored into tolerance-critical designs. For applications requiring lower water absorption, glass-filled variants such as PA12 with 30% glass bead loading reduce moisture uptake to around 0.8% while increasing rigidity to a flexural modulus of 3,000 MPa.
Heat deflection temperature at 0.45 MPa (HDT-A) is approximately 178 C for standard PA12. This allows parts to maintain dimensional stability under sustained thermal loads, such as under-hood automotive components or electrical enclosures near high-current connectors. The material is flammability-rated to UL94 V-2 at 1.5 mm wall thickness, which meets basic requirements for consumer electronics housings.
Why does SLS printing not require support structures?
In SLS printing, the unsintered powder bed surrounds and supports the part throughout the build process. Each layer of powder acts as its own support, enabling complex geometries with interlocking moving parts, internal channels, and tight tolerances that are impossible with FDM or resin printing. This enables designs that would require assembly from multiple FDM parts.
Compare this to FDM systems such as the Prusa MK4S or Bambu Lab X1 Carbon, where every overhang beyond 45 degrees requires support material. With FDM, supports generate surface defects, add post-processing labour, and waste material. The Bambu Lab X1 Carbon uses PVA support for PLA and PETG prints, which dissolves in water over 4 to 12 hours. With resin printers like the Anycubic Photon or Formlabs Form 4, supports are printed as solid resin struts that must be clipped and sanded, leaving visible marks on the part surface.
In SLS, the powder support is removed after the build by blasting or brushing. Parts tumble in a media blast cabinet with fine glass beads or nylon media at 4 bar pressure for 5 to 15 minutes. The loose powder falls away through the mesh, leaving the sintered geometry exposed. Parts nestled deep inside the powder bed typically emerge with a cleaner surface than those at the top, where the powder is exposed to cooler ambient conditions during the cool-down phase.
This support-free capability makes SLS the default choice for functional assemblies that contain moving features. A single printed part can include sliding joints, living hinges rated for 10,000+ flex cycles, and enclosed fluid channels. The Desktop Metals SFF3200 system, used by several UK bureau operators, produces builds with up to 60,000 cubic centimetres of part volume in a single job, meaning dozens of interlocking components can be printed in one cycle.
How does SLS nylon compare to FDM-printed nylon?
SLS nylon produces isotropic parts with uniform strength in all directions. FDM nylon exhibits anisotropy with weaker Z-axis layer adhesion. SLS parts have a slightly grainy matte surface finish (Ra approximately 6 to 10 microns) versus FDM’s visible layer lines. SLS requires bureau services with 2 to 5 day lead time; FDM can be done in-house but requires an enclosed printer for nylon printing.
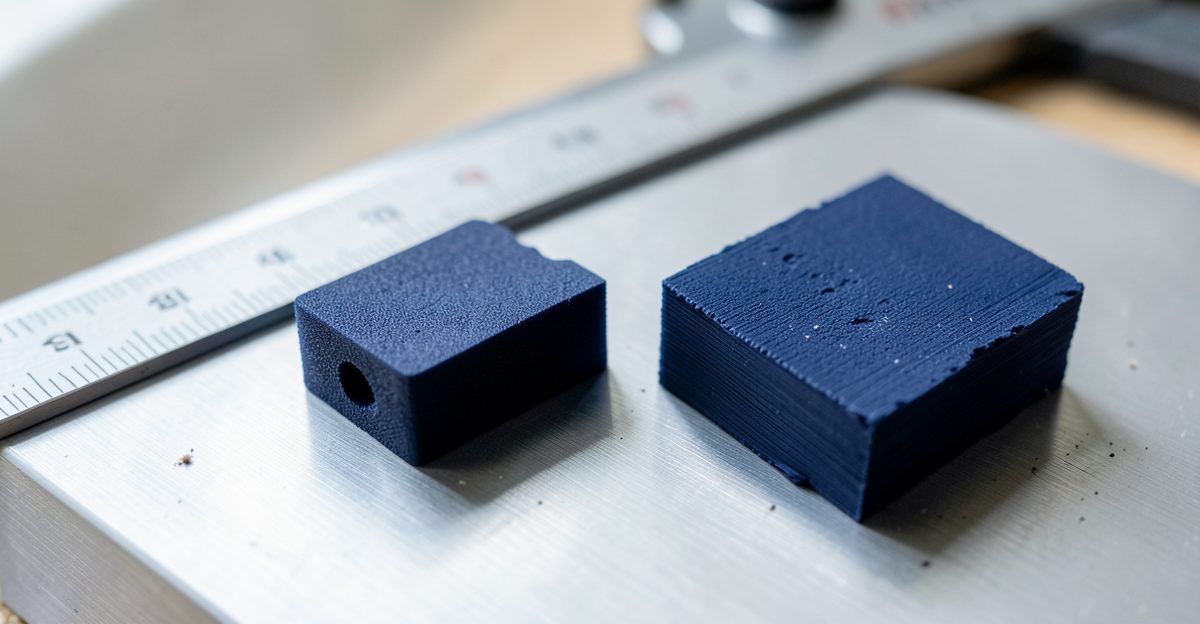
The Z-axis tensile strength of FDM nylon printed on a Prusa MK4S at 0.02 mm layer height is typically 60 to 70% of the X-Y plane strength due to incomplete interlayer diffusion. SLS parts show less than 5% directional variation because the laser fuses every point in every layer to surrounding powder. For applications where load direction is unpredictable, such as jigs that contact workpieces at varying angles, SLS provides reliable performance where FDM may fail along layer lines.
Surface finish differs significantly. SLS nylon has a characteristic slightly grainy matte texture with a surface roughness of Ra 6 to 10 microns, depending on powder particle size and laser parameters. FDM prints on the Bambu Lab X1 Carbon show visible layer lines at Ra 20 to 40 microns unless post-processed. Dyeing is a common post-process for SLS nylon. Parts absorb acid dyes at 80 C for 45 minutes, achieving deep uniform colour. Standard white PA12 costs around GBP 8 to GBP 12 per cm3 from a UK bureau, while dyed parts add GBP 15 to GBP 30 per part for the dyeing labour and dye consumption.
For context on FDM-specific material choices, see the guides on best 3D printing filament UK, PLA vs PETG 3D printing, and what is ABS filament 3D printing.
What are the typical applications for SLS nylon parts?
SLS nylon PA12 applications include engineering prototypes requiring functional testing, end-use production parts for automotive and aerospace, small batch production runs, jigs and fixtures for manufacturing, snap-fit assemblies, living hinges, and fluid handling components. UK bureau services enable prototyping without capital investment in SLS equipment, which starts at approximately GBP 120,000 for a used EOS P280.
Automotive engineers use SLS nylon for under-hood brackets, ducting prototypes, and thermal shielding components. A typical bracket replacement for a Ford Transit Custom uses 15 cm3 of PA12 and prints in a single job on an EOS P396 in under 8 hours. The part withstands under-hood temperatures up to 120 C continuously and oil spray during routine engine bay inspection. The lead time from file upload to delivery through a UK bureau is typically 3 working days, versus 6 to 8 weeks for injection-moulded tooling.
Manufacturing teams use SLS nylon for jigs and fixtures. A CNC machining operator at a Birmingham engineering firm ordered 40 PA12 holding fixtures from a London bureau for GBP 3 per cm3 on a batch run. The fixtures hold aluminium extrusions at precise angles during drilling, reducing setup time from 12 minutes per part to 3 minutes. The nylon tolerates repeated clamping force of up to 200 N without permanent deformation.
Consumer product designers use snap-fit assemblies printed in SLS nylon. A living hinge rated for 50,000 flex cycles at 2 Hz can be printed as a single part with a 0.3 mm hinge thickness. The Formlabs Form 4 with ABS-like resin can produce snap-fits too, but at approximately GBP 15 per cm3 versus GBP 8 for SLS nylon, the resin route is more expensive for production quantities above 50 units. See Small batch 3D printing UK for more on production-scale additive.
What surface finishes and post-processing options exist for SLS nylon?
As-printed SLS nylon PA12 has a grainy matte surface with Ra 6 to 10 microns. Standard post-processing includes media blasting, dyeing, tumbling, and chemical smoothing. Dyed parts achieve uniform colour with no visible parting lines. Tumbling with glass media for 10 minutes at 300 RPM reduces surface roughness to Ra 4 microns while maintaining dimensional tolerances within +/- 0.3 mm per 25 mm of part size.

Media blasting uses a cabinet filled with fine abrasives. Parts are loaded into wire baskets and blasted with 0.2 mm glass beads at 4 bar pressure for 5 to 15 minutes. The blast media removes loose powder from crevices and smooths the as-printed texture. For a tighter finish, vibratory tumbling with walnut media for 20 to 30 minutes produces a semi-gloss surface suitable for visible consumer components.
Chemical smoothing with methylene chloride is not effective on PA12, unlike ABS which dissolves readily. Some UK bureaus offer acetone vapour smoothing as an alternative, though the effect on PA12 is minimal compared to ABS on the Bambu Lab X1 Carbon. For a glossy finish on nylon, spray coating with a two-part polyurethane varnish adds 0.05 mm to part dimensions and requires masking of mating surfaces.
Colour options are limited but functional. Standard as-printed colour is white. Acid dyeing achieves solid colours including black, red, blue, and yellow. Dyed parts from a UK bureau typically cost GBP 15 to GBP 30 per part on top of the base printing cost. Pigmented powder, where colour masterbatch is mixed into the virgin PA12, produces consistent colour from the first layer but limits the ability to re-dye the part later. The EOS PA2200 fluorescent yellow powder is available directly from EOS but requires a minimum order of 25 kg.
What are the design guidelines for SLS nylon PA12?
Minimum wall thickness for SLS nylon PA12 is 0.7 mm for structural features and 0.4 mm for non-structural tabs. Internal corners should use a fillet radius of at least 0.5 mm to prevent stress concentration. Recommended tolerances are +/- 0.3 mm per 25 mm of linear dimension, with a first-article tolerance of +/- 0.5 mm. Interlocking parts printed together in a single build should have a gap of 0.3 to 0.5 mm to account for powder removal and laser kerf.
Vertical hole diameters shrink during printing due to powder sintering contraction. A 5 mm diameter hole prints at approximately 4.85 mm. For critical bore sizes, oversize the hole in the CAD model by 0.15 mm per 5 mm of nominal diameter. Bosses and threaded inserts perform well in SLS nylon. A M3 brass threaded insert pressed into a 3.2 mm drilled hole with Loctite 401 adhesive holds at 15 N of pull-out force, adequate for panel mounting and cover retention.
Part orientation affects surface quality but not mechanical strength, since SLS parts are isotropic. The recommended orientation places the largest flat face parallel to the build platform to maximise support from the powder bed. Parts printed standing on edge have a slightly rougher bottom surface from the build platform contact area. For cosmetic surfaces, orient the part so the visible face has no layer-step exposure.
For cost-optimised design of SLS parts, see How much does 3D printing cost UK for a full breakdown of pricing factors across processes and materials.